Design details are important when fabricated articles are to be hot dip galvanized.
Figure 14 to Figure 24 show basic design practices to ensure articles are able to be successfully galvanized and a quality hot dip galvanized coating is achieved.
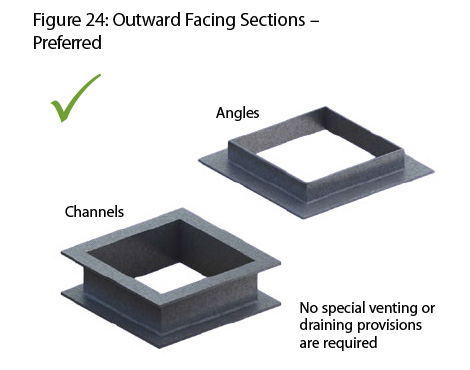
Some designs can provide adequate natural drainage without requiring holes (Figure 24).
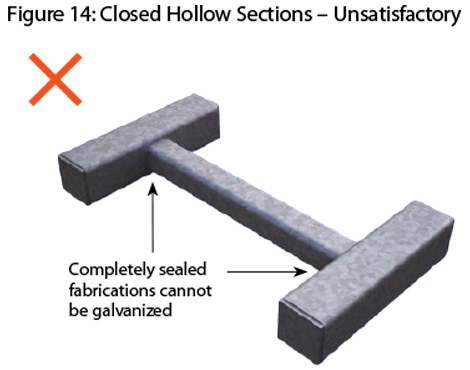
Using Hollow Sections
External holes
- External holes are needed to ensure quick visual inspection and verification that work is safe to galvanize.
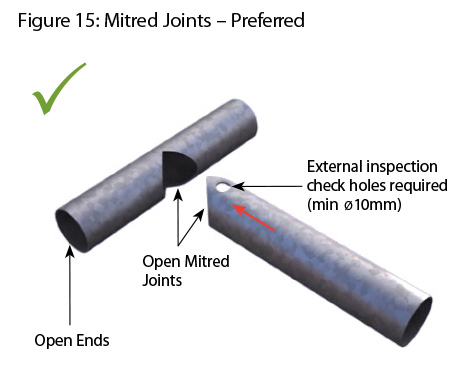
- Each member should have two holes in each end orientated in the plane of the fabrication.
- External holes are to be placed as close to the connection as possible.
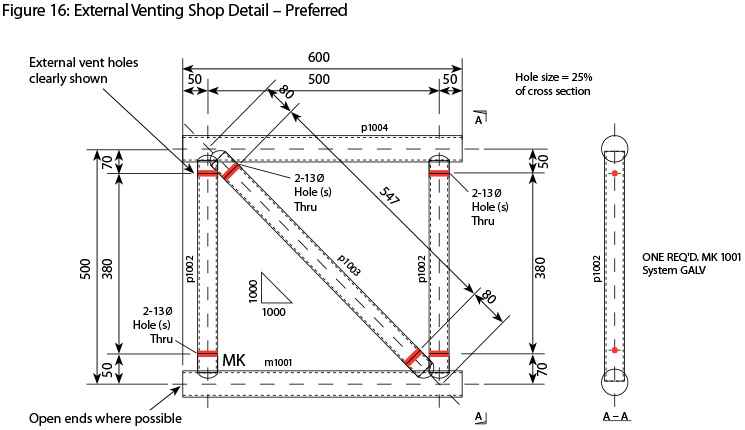
- External holes size determined by 25% of the cross section. See 'Standard Hole Size Tables'.

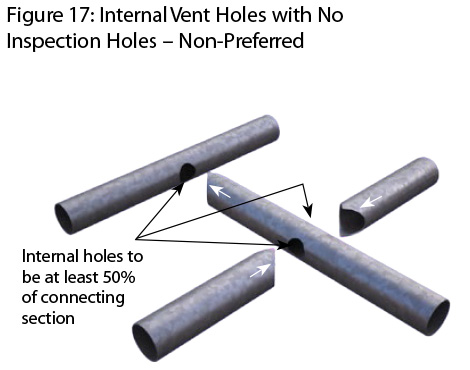
Internal holes
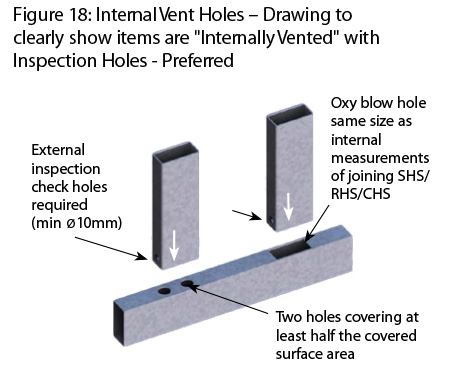
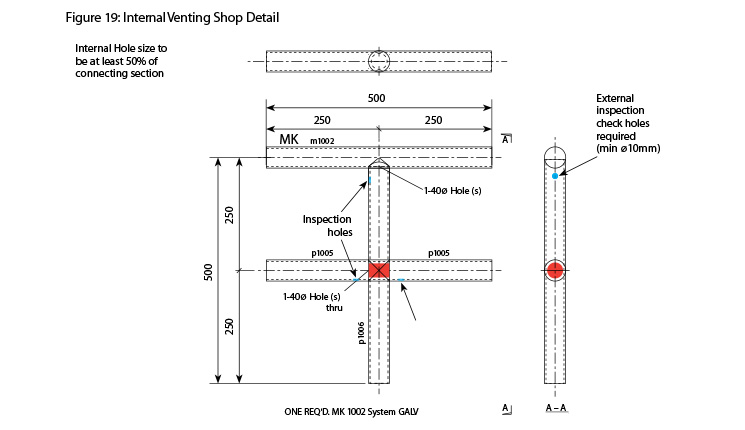
- Internal vent holes must be at least 50% of the connecting section. It is recommended they be the same size as the internal diameter of the connecting section where practical. See Figures 14 and 18.
- Internal venting must be shown on shop detail drawings and be approved by the galvanizer prior to fabrication. This method of venting is also recommended to be approved by the structural engineer.
- Internal holes must be visible or be able to be otherwise proven to be satisfactorily formed for inspection purposes.
- A Ø10mm external check hole must be included at each location where internal venting is specified on the shop detail drawings. This best practice requirement will allow the galvanizer to safely proceed with dipping the article.
Using Other Structural Sections
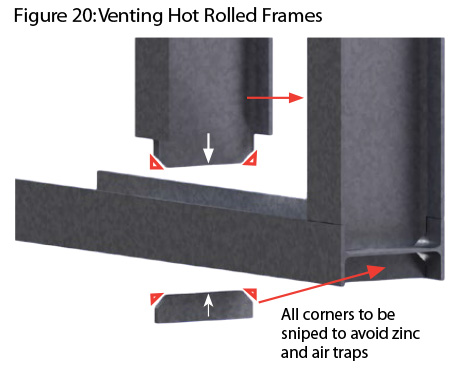
Basic guidance on design, venting and draining for fabricated frames or articles using structural sections are given in Figures 20 through 24.
The same design principles related to 'Hot Rolled Sections' should also be applied to the use of these sections in frames and general fabrications.