Hollow Sections
Basic venting and draining rules for hollow sections
Size of holes
- Holes shall be appropriately sized for the size of the section to be galvanized. See Table 1 to Table 3 for the minimum recommendations for standard hollow sections.
- Vent holes shall be at least 10mm in diameter or the same thickness as the steel section.
- The length of the hollow section should also be taken into consideration for the required hole size. The hollow vessel rule may need to be applied for some longer lengths or larger volumes.
- Large hollow vessels require a vent and drain hole for every 0.5m3 of enclosed volume, each being a minimum of 50mm in diameter.
- Hollow sections (pipe/CHS, RHS and SHS) require vent and drain holes, each with a diameter equivalent to at least 25% of their diagonal cross section length or multiple holes (for both venting and draining) of equivalent minimum cross sectional area.
- The preferred design option is to leave the ends of hollow sections completely open. This will improve the aesthetic quality of the fabrication.
- Where open ends cannot be provided, the provision of at least two holes positioned opposite each other. (as shown in Figure 7 and the Preferred B option in Figure 8)
- Holes located in the centre of a hollow section, as shown in Figure 7 and 8, are unsatisfactory.



Location of holes
- Vent and drain holes shall be located as close as possible to the high and low points of the hollow section when hung to prevent air locks, entrapment of pre-treatment solutions and zinc pooling as well as being oriented in the same plane as the fabrication (Figure 7).
- Holes must not be located in the centre of end plates and connections. This will cause cleaning fluids to be trapped and result in uncoated surfaces inside the plate or connection as well as potential 'blowouts' where the cleaning fluids are expelled from the hole under pressure creating bare spots on the finished article. On withdrawal from the galvanizing bath, centre located holes will trap zinc (Figure 7).
- Hollow sections connected together require external vent and drain holes as close to the connection as possible. Internal venting may also be used to ensure pre-treatment solutions and zinc can flow freely through the sections and steam generated from any liquids remaining inside the sections can be efficiently vented. For more information on internal venting, see 'Using Hollow Section'.
Hot Rolled Sections
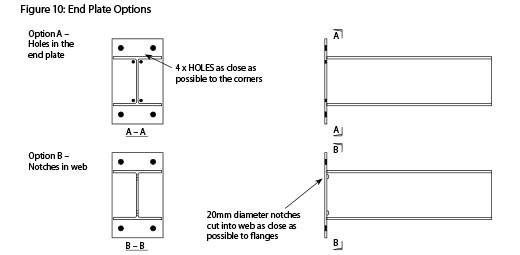
- End plates, gussets and stiffeners all restrict drainage. Vent and drain holes or openings (e.g. snipes) need to be provided in the corners of connected structural member (Figure 9 and Figure 10).
- The corners of end plates, gussets and stiffeners can also be cropped (referred to in industry as ‘snipes’) to allow for venting and draining (Figure 9 and Figure 10).
- See the Snipe Guide (Figure 11) for the recommended snipe sizes for various structural members.